Skip to content
Forginal Group
Our history
Our vision and values
Key figures
Visit our site
Forginal Group
Our history
Our vision and values
Key figures
Visit our site
Our news
Forginal Medical
EN
FR
DE
Expertises
Forge sub-contractor
Expertise on special metals
Expertise down to the finishing touches
Sectors of activity
Aeronautical
Lifting and handling
Tools
Safety parts
Wind power, offshore and hydrogen
Agricultural and viticultural
Railway
Armament and defense
Industrial connectors
Food industry
Forged Fittings
Leisure
Quality
Certifications
AD 2000 Merkblatt
ISO 9001
Production process
Innovation
Contact us
Forginal Group
Our history
Our vision and values
Key figures
Visit our site
Our news
Forginal Médical
EN
FR
DE
Expertises
Forging subcontractor
Expertise on special metals
Expertise down to the finishing touches
Activity sectors
Aeronautics
Lifting and handling
Tools
Safety parts
OFFSHORE MARINE, WIND POWER, HYDROGEN
AGRICULTURAL / VITICULTURAL
RAIL TRANSPORT
DEFENSE / ARMAMENT
Industrial Valves
Food industry
Forged fittings
Leisure
Quality
Certifications
AD 2000 Merkblatt
ISO 9001
Production process
Innovation
Contact us
FORGINAL industrie's production site
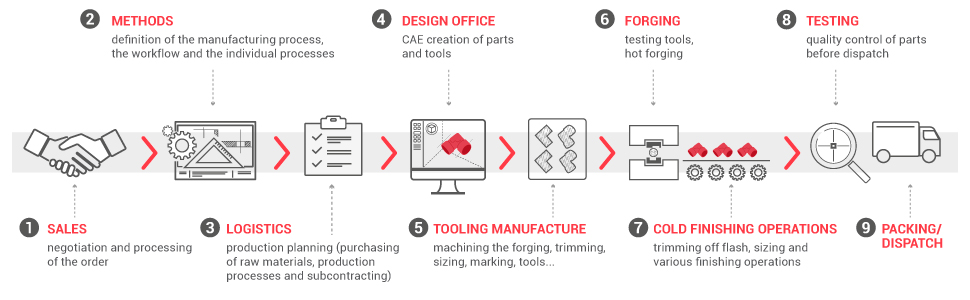
The workflow of your orders and the production processes
Forginal Industrie:
Covers an area of 29,000 m².
The buildings and land are owned by the shareholders of FORGINAL Industrie.
The adjacent land plots allow FORGINAL Industrie to plan future expansions without any constraints.