Le flux de vos commandes et les gammes de production





Chaque gamme de contrôle est définie après analyse de risque : en fonction de l’application de la pièce, de vos exigences et suivant l’historique des fabrications chez FORGINAL industrie.
La gamme de contrôle est formalisée dans le cadre d’un plan d’assurance qualité. Ce plan est soumis à validation du client pour chaque pièce. Nous vous soumettons systématiquement toute modification notable du procédé de production et/ou de contrôle.
Les contrôles que nous réalisons sur vos pièces sont multiples et nous les adaptons aux spécifications de vos cahiers des charges sur chaque pièce. Les principaux contrôles que nous effectuons sont listés ci-après :



Les cotes critiques de vos pièces sont vérifiées tout au long de la fabrication, pour éviter toute déviance. Les mesures fonctionnelles sont contrôlées avant expédition, selon votre plan et votre cahier des charges.
La gamme de contrôle mise au point tient compte des exigences de vos plans et de vos cahiers des charges, afin d’assurer une conformité parfaite à vos attentes.
Les contrôles sont réalisés par des outils divers (pieds à coulisse, projecteurs de profil, calibres, machines tridimensionnelles manuelle et automatique).
Il est réalisé sur 100% de la surface des pièces par du personnel COFREND niveau 2. La quantité de pièces contrôlées est définie par le client. A défaut, elle est de 5 pièces par série de production.
Les contrôles sont réalisés conformément aux normes NF EN 10228-2 et ISO 3452-1 avec des produits de sensibilité S3. La ligne de ressuage est une ligne SREM dédiée au CND (contrôle non destructif) final.
Technique : Les pièces sont plongées dans un liquide pénétrant rouge, puis un révélateur en poudre est appliqué à leur surface. Ce dernier absorbe le pénétrant, et permet de faire apparaître les défauts de surface éventuels sous lumière blanche.
Elle est réalisée sur 100% de la surface des pièces par du personnel COFREND niveau 2. La quantité de pièces contrôlées est définie par le client. A défaut, elle est de 5 pièces par série de production.
Les contrôles sont réalisés conformément à la norme NF EN 10228-2 avec des produits de sensibilité S3, lesquels sont issus de la même norme.
Ce contrôle ne peut être effectué que sur des pièces magnétiques, ce qui exclut toutes les pièces en titane, acier inoxydable et nuances spécifiques telles que les duplex, les monels, l’hastelloy…
Technique : Les pièces sont soumises à un champ magnétique après avoir été aspergées sous un produit à particules fluorescentes. Ces dernières s’agglomèrent au niveau des éventuels défauts de surface, qui sont lisibles sous une lumière UV.
FORGINAL industrie a homologué un panel complet de sous-traitants pour réaliser vos contrôles complémentaires.
Tous nos sous-traitants sont habilités COFRAC. Ils peuvent réaliser des essais de traction suivant ASTM E8/E8M ou ISO 6892-1.
Une traçabilité complète est assurée, ainsi qu’une maîtrise de la prestation garantie par l’utilisation de cahiers des charges précis. D’autres essais peuvent être réalisés sur demande, selon les exigences spécifiques de nos clients.


Nous vous proposons divers types d’emballages, pour s’adapter au plus juste à vos contraintes logistiques et de stockage. Voici la liste des options que nous pouvons vous proposer :
Pour des raisons économiques, nous vous proposons les cartons palettes en guise d’emballage « standard ».
Mais nous restons bien sûr à votre disposition pour étudier toute option qui vous correspondrait le mieux. N’hésitez pas à nous faire part de vos attentes ! (Protection unitaires des pièces, emballages au poids…).
Les transporteurs partenaires de FORGINAL industrie sont choisis avec soin et évalués annuellement sur leurs performances logistiques. Nous travaillons uniquement avec des spécialistes européens du transport.
Les enlèvements se font quotidiennement afin d’assurer des livraisons en flux tendu chez nos clients.

Elle comprend 8 personnes dont 2 contrôleurs ressuage et magnétoscopie COFREND niveau 2. L’expérience moyenne dépasse les 15 ans. La polyvalence au sein de l’équipe contrôle est un vrai point fort.

FORGINAL industrie
Je suis arrivée dans le domaine de la forge par hasard, mais depuis que je suis là, j’ai fait de nombreuses formations pour le poste. Ça me plait. Ce sont les « anciens » qui me forment. Quand ils partiront à la retraite, je voudrais prendre leur place pour pouvoir à mon tour former les nouveaux.

Nous détachons, avec un outil de découpe, les bavures résiduelles créées au moment de l’estampage.
La découpe à froid est prévue pour les pièces de petite taille qui ne peuvent être ébavurées à chaud sous peine d’être déformées, ou de créer des points d’amorce de rupture une fois la pièce refroidie.
De plus, cette découpe évite tout risque de bavure, elle est plus nette, surtout pour des plans de joint très fins.

Il est utilisé pour affiner les tolérances d’épaisseur ou de forme d’une pièce.
C’est une opération réalisée à froid, à l’aide d’un outil complet (qui reprend la forme totale de la pièce) ou partiel (juste pour calibrer une partie sensible).
Le calibrage permet un corroyage à froid qui augmente la dureté en surface de la pièce métallique.
Il y a plusieurs possibilités pour marquer les pièces :


FORGINAL industrie peut réaliser les montages sur des ensembles de pièces, à votre convenance. Nos équipes sont pourvues de machines de cintrage ou à pression qui permettent tout type de finition.
Nous vous proposons également des emballages spécifiques sur demande (protection unitaires des pièces, emballages au poids…). N’hésitez pas à nous demander un devis.
FORGINAL industrie travaille en partenariat avec plusieurs usineurs depuis de nombreuses années afin de vous proposer les finitions dont vous avez besoin.
Nos sous-traitants sont référencés et visités chaque année pour valider la qualité de leurs prestations à tous les niveaux (technique, qualité, prix, logistique…)
Nos partenaires sont situés à proximité immédiate de FORGINAL industrie, ce qui simplifie grandement les échanges et n’impacte pas le délai de production.

5 personnes dont 1 chef d’atelier. Venez découvrir les portraits et l’expérience de nos équipes en cliquant sur le lien ci-dessus.

FORGINAL industrie
Je m’occupe de tout le parc machine en production. Il y a beaucoup de niveau de maintenance : le préventif et les réparations. Il faut savoir s’adapter à chaque machine que nous avons et les connaître par cœur. Ce qui me plait, c’est que mon travail est varié et change tous les jours.

La fabrication en forge à chaud est définie précisément par la gamme de fabrication, fixée au service méthodes.
Le process et les outils de production préconisés varient en fonction de vos spécifications.
FORGINAL industrie déploie son savoir-faire au service de l’innovation et de la recherche et développement. Cet engagement lui a permis d’acquérir une qualité de forge de haut niveau :


Elle comprend 14 personnes dont 2 chefs d’équipe et un responsable de forge. L’expérience moyenne du personnel en tant que forgeron est de 10 ans.

FORGINAL industrie
J’ai commencé à travailler en forge à 18 ans, parce que dans la région, il y avait beaucoup de forges. Je ne connaissais pas le métier au début. Mais j’y suis maintenant depuis plus de 20 ans. Je n’ai jamais changé. Je suis rentré chez FORGINAL il y a 15 ans. Je connaissais du monde et on m’a proposé de venir. Je travaille pour gagner ma vie, comme tout le monde, mais j’aime bien forger
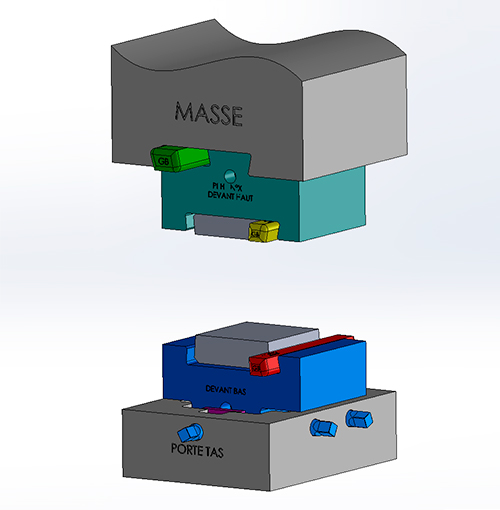
Le bureau d’études transmet les plans et données CAO au service outillage afin qu’il créée les programmes d’usinage. Il faut plusieurs assemblages d’outils pour la réalisation de vos pièces en forge :

Parties de l’outil où l’on retrouve, dans la majorité des cas, une ébauche et une finition. C’est dans cette partie que sont forgées vos pièces à chaud. Ces inserts sont montés directement sur nos marteaux pilons.

ils servent à découper la chatille ; partie de matière restante autour de la pièce après forge.

en fonction de la forme de la pièce et des diverses exigences de vos projets, nous usinons divers éléments complémentaires, tels que des mors d’usinage, des calibres de contrôle, des outils de cambrage ou des semelles de marquage…
Pour assurer la parfaite maîtrise de ses outils de production, FORGINAL industrie va encore plus loin :
Nous fabriquons en interne nos porte-inserts, porte-tas et masses, montés et entretenus dans le temps par notre service maintenance.
1/ Création des programmes d’usinage
2/ Usinage des blocs de matières première (l’usinage d’un insert peut durer jusqu’à 30 heures)
3/ Contrôle de chaque sous-ensemble qui composera l’outillage final
4/ Assemblage et montage des outillages
5/ Essais de forge, de découpe et de calibrage

Elle est composée de 10 personnes qui sont diplômés en mécanique / usinage. Tous possèdent une expérience professionnelle d’au moins 15 ans, dont la plupart, chez FORGINAL industrie.

FORGINAL industrie
Chez FORGINAL, je suis chargée de la mise en œuvre et du suivi des audits internes, des procédures qualités, de l’amélioration continue au service outillage et au bureau d’études. Je suis aussi membre du CHSCT de l’entreprise. Même si parfois l’ambiance peut être rude dans ce milieu très masculin, je m’y suis bien faite et je suis même devenue la mascotte ! J’aime le côté franc et direct. Quand on travaille, on avance

Le service bureau d’études transforme les plans de pièces finies, que vous nous soumettez, en plans de pièces de forge. Toutes vos pièces sont reconstruites sous Solidworks™ en 3 dimensions pour permettre leur fabrication en forge. Plusieurs éléments techniques sont vérifiés par notre bureau d’études (les tolérances dimensionnelles et de forme, les rayons, les dépouilles, le positionnement du plan de joint…).
Suite à la validation du plan de forge par vos soins, le bureau d’études – CAO finalise la création des pièces métalliques en créant les outillages à chaud et de découpe. Il crée une simulation du parcours d’usinage en 3D de chaque outil afin de s’assurer un rendu visuel optimal des pièces après forge.

Les règles de conception d’un outil de forge ne se limitent pas à une empreinte de forme dans une matrice. Diverses études sont nécessaires afin de :
Il prend en charge votre projet de A à Z, depuis la conception de votre pièce jusqu’à la production en série.
5 personnes composent le bureau d’études. Tous les membres de l’équipe sont formés sur les logiciels de conception et d’usinage et sont issus d’études techniques. Chacun possède une expérience professionnelle d’au moins 5 ans en conception.
Ce sont des règles générales qui encadrent l’élaboration des outillages. Elles ont été définies en interne par les équipes techniques et représentent les acquis d’expérience de l’entreprise depuis 50 ans.
Elles sont un mélange de règles de forge traditionnelle et des compétences métier propre à FORGINAL industrie.

FORGINAL industrie
Je suis responsable du service bureau d’étude/conception qui gère la réalisation des pièces depuis leur conception sur ordinateur jusqu’à leur production en série. J’aime bien ce que je fais parce que c’est un des rares métiers où l’on passe d’un simple « bout de ferrailles » à une pièce finie qui demande beaucoup de précision.

Après analyse complète, c’est le service méthodes qui détermine la gamme de fabrication de chacune de vos pièces.
Il définit les moyens de production adaptés, détaille les opérations de sous-traitance et les différents contrôles à effectuer pendant et après la production.
La production en série est toujours précédée d’essais en forge pour valider le process établi par les méthodistes. Leur expérience métier et leur interaction permanente avec toutes les équipes de l’entreprise garantit l’optimisation de vos gammes de production.
Elle comprend 2 personnes issues de formation technique et mécanique. Leur expérience dans la forge est de plus de 20 ans.

FORGINAL industrie
J’aime pouvoir suivre toutes les pièces que nous fabriquons chez FORGINAL industrie. Le service méthodes est toujours à l’origine des projets : nous figeons les règles techniques pour s’assurer que la pièce soit produite dans les règles de l’art, aujourd’hui et demain. Nous devons bien connaître les rouages de l’entreprise et nous sommes en relation avec tous les services de l’entreprise.

